LED lentes lodēšanas tehnoloģija "dari pats".
LED sloksne ir populāra apgaismojuma tehnoloģiju pasaulē. Tas ir ērts risinājums dažāda veida apgaismojuma izveidei. Instalēšanas procesā bieži rodas nepieciešamība savienot divus audeklus viens ar otru.
Kā un kāpēc savienot LED lentes segmentus
LED sloksne tiek pārdota ruļļos. Ne vienmēr ir nepieciešams pilns nodalījums, parasti ir nepieciešamas nelielas tīkla daļas, kas tiek darbinātas no viena sprieguma avota. Cietu audeklu var griezt – bet tikai speciāli iezīmētās vietās. Samontējot lentes gabalus vietā, tie ir jāsavieno virknē, vai arī katrs segments ir jābaro ar savu kabeli no sava barošanas avota, kas nav ekonomiski izdevīgi un nepalielina sistēmas uzticamību.
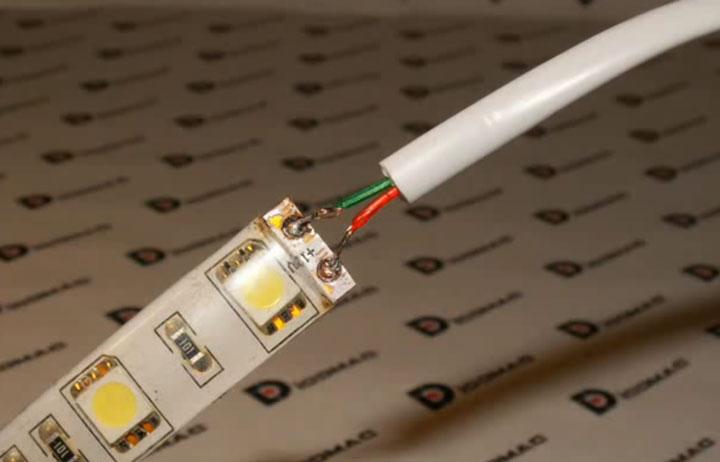
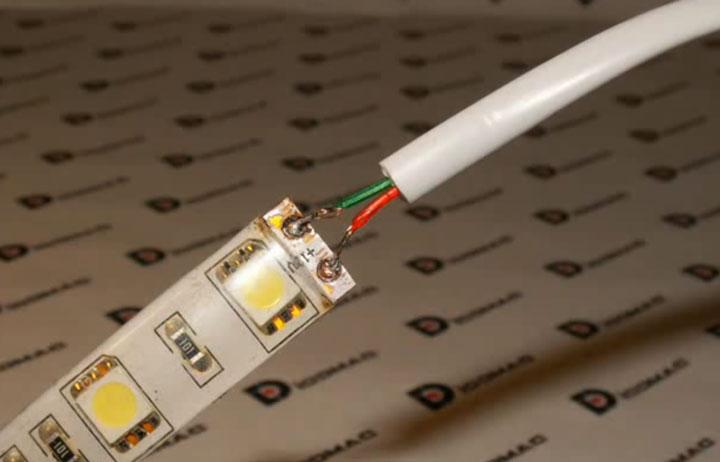
Jūs varat savienot audeklus ar stieples gabaliņiem - katrs divi lentes gabali ir savienoti viens ar otru ar diviem vadiem, ņemot vērā polaritāti. Ja lentes tips RGB vai RGBW, tad ir jāievēro vadītāju pieslēgšana abos lokšņu galos. Vadu šķērsgriezumam jābūt paredzētam visu tīkla segmentu pilnai strāvai.
| Vada šķērsgriezums, kv.mm | 0,5 | 0,75 | 1 | 1,2 | 1,5 |
| Pieļaujamā strāva, A | 11 | 15 | 17 | 20 | 23 |
Ja pie rokas nav galda, varat izmantot noteikumu - 1 kv.m. Vara vadītāja sekcija ļauj izlaist strāvu 10 A. Šī vērtība ir pārāk augsta, patiesībā pieļaujamā strāva caur šādu sekciju ir vismaz divas reizes mazāka (atkarībā no ieklāšanas metodes). Taču nav riska kļūdīties mazākā virzienā, un tieši tas var novest pie nepatīkamām sekām. Turklāt ar atvērtu ieklāšanu vadītāja šķērsgriezumam ir jānodrošina ne tikai strāvas nestspēja, bet arī pietiekama mehāniskā izturība, tāpēc stieples biezums šajos gadījumos ir pārvērtēts.
Lodmetāls vai savienotājs
Šim nolūkam savienotāji, šķiet, ir ļoti ērti. Tie ļauj ātri un bez papildu instrumentiem savienot kopā divus lentes gabalus. Reālajā dzīvē ne viss ir tik labi kā no pirmā acu uzmetiena:
- izmantojot savienojošos piederumus, kontaktu plākstera laukums ir mazs;
- šī metode negarantē ciešu kontaktu paliktņu nospiešanu.

Abi šie faktori palielina kontakta pretestību krustojumā. Lentes patērētās strāvas ir lielas un var sasniegt vairākus ampērus. Tas noved pie kontaktpunkta pārkaršanas, izdegšanas un pilnīga elektriskā pieslēguma zuduma. Sliktākajā gadījumā - uz ugunsgrēku. Turklāt atklāts vara kontakts ar noslieci uz oksidēšanos, un tas noved pie vēl lielāka vadītspējas zuduma, karsēšanas, vēl lielākas oksidēšanās un tā tālāk pa apli.Ņemot vērā to, ka katram savienojumam ir 4 neuzticamības avoti (2 vadi abās pusēs), laba meistara izvēle ir viennozīmīga - tikai lodēšana.
Instrumenti un materiāli
Pats lodēšanas process ir vienkāršs, taču prasa zināmas prasmes. Tāpēc tiem, kuri nekad nav turējuši rokās lodāmuru, nenāk par ļaunu vingrināties uz stiepļu atgriezumiem.

Faktiskai lodēšanai jums būs nepieciešams:
- lodāmurs jauda 30-40 vati. Mazāka jauda neļaus lodēšanas vietai pietiekami sasilt un visu procesu pārvērst par mokām. Palielināta jauda viegli novedīs pie lodēšanas punkta pārkaršanas, īpaši, ja nav pieredzes. Vēl ērtāk ir izmantot lodēšanas staciju, taču tā ir dārga un nav ekonomiski izdevīgi tādu iegādāties, lai tikai pielodētu dažus lentes gabalus.
- Flux. Tie var kalpot kā klasisks kolofonija. Ērtāk ir izmantot mīkstās plūsmas vai šķidruma tipa LTI. Cieto kolofoniju var sasmalcināt un izšķīdināt spirtā.
- Lodēt. Var izmantot gandrīz jebkuru lodmetālu ar atbilstošu kušanas temperatūru. Piemēram, klasiskie POS-60 vai citi svina-alvas lodmetāli. Jūs varat izmantot tīru alvu, bet tas ir dārgs un nesniedz priekšrocības.

Svarīgs! Nekādā gadījumā nedrīkst izmantot šķidras un mīkstas skābes bāzes kušņus! Lodēšanas procesā plūsmas izšļakstīšanās ir neizbēgama. Ja tā nokļūst uz LED diodes vadītājiem vai lodēšanas vietām, skābe nākotnē neizbēgami izraisīs koroziju, kas novedīs pie lentes veiktspējas zuduma.
Arī spirts vai acetons nekaitēs, lai pēc lodēšanas noņemtu plūsmas atlikumus.Jums būs nepieciešama arī vara stieple (labāk elastīga savīta) un instrumenti tās sagatavošanai:
- stiepļu griezēji vajadzīgā garuma stieples griešanai;
- montiera nazis izolācijas noņemšanai (vēl labāk ir izmantot īpašu novilcēju);
- lai noblīvētu lodēšanas vietu, būs nepieciešama atbilstoša diametra elektriskā lente vai termosarukuma caurule.
Ja process tiks veikts bez palīgiem, ir ērti izmantot skavas statīvu kā "trešo roku".
Vadu lodēšanas process uz paliktņiem
Vispirms jums ir jāsagatavo vadi:
- šķēle vajadzīgā garuma vadītāju gabali;
- noņemiet izolāciju no abām pusēm 5-7 mm attālumā ar montiera nazi vai speciālu noņēmēju.
Tālāk lodējamās virsmas ir jāapstaro. Atdalītie vadu gali ir pārklāti ar plūsmu:
- ja tiek izmantota šķidra plūsma, tīrītās vietas jāsamitrina ar to;
- ar mīkstu plūsmu, no izolācijas brīvie gali ir bagātīgi ieeļļoti;
- ja izmanto kolofoniju, neliels daudzums ir jāizkausē un jāpārnes uz brīvām vietām, lai savītais vads būtu piesātināts ar plūsmu un cietās stieples virsma būtu pilnībā samitrināta.
Video ir detalizēti aprakstīts vadu alvošanas process.
Tālāk ar lodāmura galu jāizsauc nedaudz lodēšanas. Viendzīslas stieples virsma no visām pusēm jāpārklāj ar svina-alvas kausējumu. Saplīsts vads ir uzreiz piesātināts ar lodmetālu, ja tam tiek uzlikts sakarsēts uzgalis ar kausējumu.
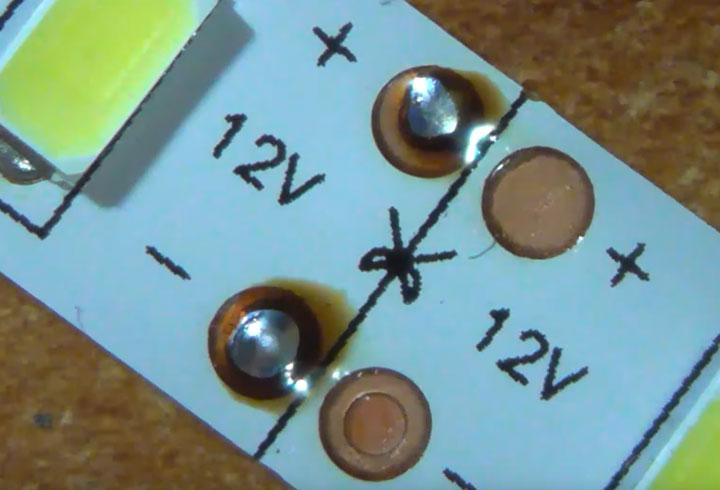
Kontaktu paliktņus arī samitrina ar kausētu, šķidru vai mīkstu plūsmu un tādā pašā veidā skārda. Lodmetāls ir jāsavāc tā, lai uz vietas izveidotu nelielu metāla bumbuli.
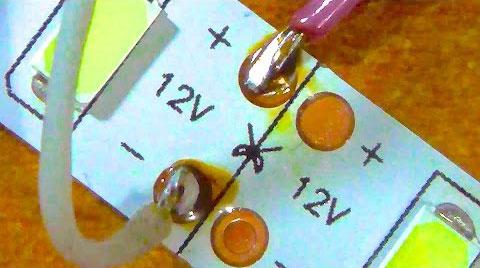
Turklāt nenāk par ļaunu kārtējo reizi ieeļļot skārdās virsmas ar fluxu. Pēc tam jums jāpievieno vads vietai pareizā leņķī un jāsasilda krustojums ar lodāmuru ar nelielu daudzumu lodēšanas. Ir nepieciešams pietiekami ātri pielodēt LED lenti, lai nesabojātu audekla pamatni. Lai paātrinātu lodēšanas atdzišanu, ieteicams intensīvi pūst uz lodēšanas vietu. Pēc darba pabeigšanas plūsmas atlikumi jānomazgā ar spirtu vai acetonu.
Ja lentei ir silikona pārklājums
Uzstādīšanai ārpus telpām ir ērti izmantot līmlenti, kas pārklāta ar silikonu. Vadītāju lodēšanas process pie šādas lentes ir gandrīz vienāds, taču pirms darba uzsākšanas ar nazi jānoņem silikons zonā ar kontaktu paliktņiem, un pēc tam LED sloksni var pielodēt parastajā veidā.

Ja nepieciešams, darba beigās griešanas vietu var noslēgt ar caurspīdīgu silikona hermētiķi, bet jāizmanto tikai neitrāls sastāvs. Skābes var izraisīt vadītāju un sastāvdaļu koroziju.
Kā iegūt labu lodēšanu
Skaista, glīta, kvalitatīva lodēšana nāk ar pieredzi. Bet apmācības laiku var samazināt, nekavējoties pieņemot vienkāršus punktus kā likumu:
- Lodāmura uzgalim jābūt labi nokonservētam. Ja tas ir varš, tad tas jānotīra ar vīli, noņemot oglekļa nogulsnes un piešķirot darba virsmai nepieciešamo formu. Tālāk tīklā jāieslēdz lodāmurs, pēc nelielas sildīšanas nolaidiet galu plūsmā un pagaidiet, līdz tas sasniedz darba temperatūru. Pēc tam darba virsma ātri jānoberzē ar lodēšanas gabalu. Ja uzgalis nav lietots, vēlams to kalt uz cietas virsmas – tas samazinās tieksmi piedegt un pagarinās kalpošanas laiku.
- Ja uzgalis ir cinkots tērauds, tad to nevar notīrīt ar vīli - uzklāto slāni ir viegli noplēst, un darba virsma kļūs darbam nepiemērota. To nav iespējams apstarot, tas būs jāizmet. Tā paša iemesla dēļ jūs nevarat alvot šādu dzēlienu ar skābes plūsmu - tas “apēdīs” pārklājumu.
- Ja tiek izmantots lodāmurs ar temperatūras kontroli, uzgaļa temperatūra ir jāiestata par 5-10 grādiem augstāka par lodēšanas kušanas temperatūru. Ja tas nav izdarīts, tad uzstādīšanas kļūdas un metālu proporciju neprecizitātes dēļ lodmetālā uzgalis nespēs pārvērst lodmetālu šķidrumā, bet tikai nogādās to vircas stāvoklī. . Šajā gadījumā par augstas kvalitātes lodēšanu nav vērts runāt. Kušanas temperatūru skatiet tabulā zemāk.
- Alvošanas un lodēšanas laikā nav nepieciešams ietaupīt uz plūsmu. Pēc tam pārpalikumu un šļakatas var noņemt ar šķīdinātāju.
- Lodmetālu vajadzētu izmantot tik daudz, cik nepieciešams. Lodēšanas pārpalikums nemaz nepasliktina lodēšanas kvalitāti, bet lodēšanas trūkums neļaus iegūt uzticamu savienojumu.
- Vadītājus nepieciešams lodēt pēc iespējas īsākā laikā, lai izvairītos no pamatnes pārkaršanas.
- Pēc lodāmura uzgaļa noņemšanas un līdz pilnīgai lodmetāla sacietēšanai pievienojamajiem vadītājiem jābūt pilnīgi nekustīgiem - tam ļoti noder “trešā roka”.
| Lodēšanas veids | POS-33 | POS-40 | POS-60 | POS-90 |
| Kušanas temperatūra | 247 | 238 | 183 | 220 |
Kopumā LED sloksnes vadītājus lodēt nav grūti. Viss, kas jums nepieciešams, ir pamatprasmes un centība.